

What if fouling in your black liquor evaporators wasn’t an unavoidable cost of operation but a solvable problem?
For most kraft pulp mills, scaling in the evaporation plants is simply accepted: ΔT rises, washes are scheduled, steam consumption climbs, and the evaporator periodically becomes a bottleneck for the entire recovery line. Scale builds on heat transfer surfaceslayer by layer, consuming more steam, reducing dry solids output, and shortening wash intervals until the cumulative effect forces an unplanned shutdown or an emergency boil-out. The fouling is managed, not prevented.
In this post, we walk through what KPI data reveals about fouling progression in black liquor evaporators, why ultrasound works against the problem at its root cause, and what concrete savings a prevention-first approach actually delivers in operational and financial terms.
The Problem with Scaling
As black liquor is heated and concentrated in the evaporation plant, inorganic salts, including calcium carbonate, sodium sulphate, sodium carbonate, oxalates, aluminum silicates, and double salts like burkeite and dicarbonate, begin to deposit on the heated evaporator surfaces, building up into insulating layers that progressively degrade heat transfer performance.
Impacts of scaling in an evaporation unit:
- Reduction of heat transfer surface and coefficient
- Higher steam consumption: more steam needed to evaporate the same amount of black liquor
- Reduction of evaporation economy and efficiency
- Lower dry solids %: less heating value for combustion in the recovery boiler
The warning signs can be seen in the KPIs, i.e., rising ΔT, shortening time between washes, rising steam consumption, and a final dry solids percentage that won’t hold at target. Together, these impact the productivity, efficiency, and performance of the entire pulp mill. The question is what to do about them.
Why Traditional Mitigation Approaches Fall Short
Pulp mills have long relied on a standard set of approaches to manage evaporator scaling:
- Regular washing of heat transfer surfaces
- Avoiding operation close to critical dry solids concentrations
- Minimising process variation and keeping black liquor properties stable
- Precipitator ash seeding to push past critical DS% thresholds
- Chemical additives such as tall oil brine or scaling inhibitors
These approaches share a fundamental limitation: they are reactive. They manage the consequences of scaling after it has already begun. Washing temporarily restores ΔT, but the fouling cycle restarts immediately. Ash seeding can extend operating intervals, but it does not stop scale from forming. Chemical injections frequently shift where deposits form, moving the problem downstream, rather than preventing it.
On the KPI dashboard, the result is always the same: ΔT rises, a wash brings it back down, it climbs again. The intervals may vary. The underlying problem does not.
These approaches share a fundamental limitation: they are reactive. They manage the consequences of scaling after it has already begun. Washing temporarily restores ΔT, but the fouling cycle restarts immediately. Ash seeding can extend operating intervals without eliminating the crystallisation dynamics that drive scale formation. Chemical injections frequently shift where deposits form, moving the problem downstream, rather than preventing them.
The Root Cause of Scaling
To stop the scaling cycle, you need to understand what is actually driving it. Scaling in black liquor evaporators is not a random occurrence, it is a crystallization process, governed by the relationship between temperature and concentration.
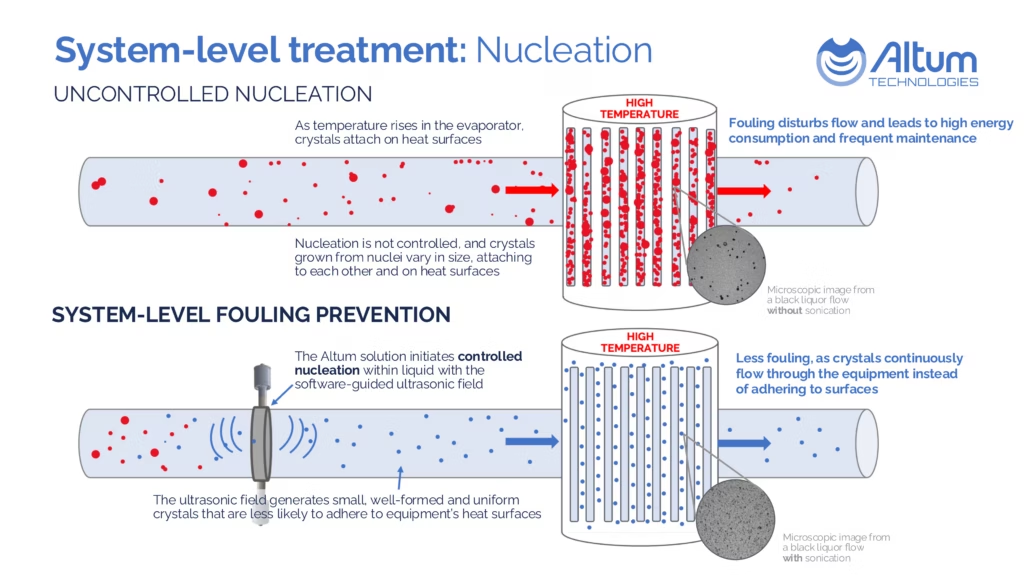
Calcium carbonate, the most common deposit, behaves in an unexpected way: it becomes less soluble as temperature increases. When black liquor contacts hot evaporator surfaces, the salts near those surfaces exceed their solubility limit and begin to crystallize. The heated surface provides an ideal starting point, crystals form on it, and the deposit layer grows from there.
This is where the opportunity lies. If crystallization can be made to happen in the bulk of the liquid, before the black liquor ever reaches the heated surfaces, the salts form fine suspended particles that pass through the system without sticking. No surface deposit, no scale.
Ultrasound as a Crystallization Control Tool
Altum Technologies’ ultrasound solution is installed externally on the evaporator inlet pipe. The ultrasound field impacts the crystals in the black liquor before it reaches the heated surfaces, influencing where and how crystallization happens.
– Nucleation in the liquid: acoustic cavitation creates local turbulence and pressure fluctuations that trigger nucleation in the flowing liquid itself. Crystals begin forming earlier, at lower concentration levels, and in the bulk of the fluid rather than on surfaces.
– Breaking down existing crystals The mechanical forces of cavitation break larger crystals into smaller, more uniform particles that remain suspended in the liquid rather than adhering to surfaces.
– Influencing crystal structure: calcium carbonate can exist in more than one crystal structure with the same chemical composition. Ultrasound favors the formation of less stable structures, which are less prone to forming hard, difficult-to-remove surface deposits.
The result: inorganic salts form fine particles that pass through the system without adhering to heat transfer surfaces, directly addressing the root cause of rising ΔT, increased steam consumption, and shortened washing intervals.
What This Means in Practice
When fouling prevention works at the crystallization level, the impact shows up directly in the KPIs that matter most: ΔT stabilizes, time between washes extends, and final dry solids percentage holds consistently at target. These are not marginal gains, they translate into measurable operational and financial improvements across the entire recovery line.
Influence on Washing Costs
In a representative baseline scenario:
- Average washes per month: 12
- Average duration per wash: 3 hours
- Ramp-down and ramp-up time per stop: 12 hours
- Steam usage per month: 5,040 t — at $17/t, that is $85,680 per month or $1,028,160 per year in washing-related steam costs alone
With Altum’s solution:
- Reducing washes by 50% = savings of $514,080 per year
Influence on De-bottlenecking the Evaporation Plant
When the evaporator becomes a bottleneck, the cost is measured in lost pulp output. In a mill producing 535,000 ADt per year, ten bottleneck days annually with a 10% influence on production means:
- 1,507 fewer tonnes of pulp produced per year
- $1,039,830 in production loss per year at a pulp price of $690/t
With Altum’s solution:
- De-bottlenecking by 50% = savings of $519,915 per year
Combined across both, total savings approach $1 million per year from a single evaporator installation.
Every wash cycle eliminated is also steam that does not need to be generated. Longer, more stable operating cycles mean fewer ramp-downs and ramp-ups, less process variation, less waste, and more consistent energy recovery across the mill. For pulp mills, fouling prevention delivers on multiple fronts: reduced cleaning intervals and chemical use, and improved production throughput.
See What Ultrasonic Fouling Prevention Could Mean for Your Mill
Scaling in black liquor evaporators has long been accepted as an unavoidable operational cost. The KPI data tells a different story: i.e., rising ΔT and shortening intervals between washes are warning signs that add up to millions of dollars in annual losses, losses that do not have to be accepted.
Ultrasound technology does not merely slow the progression of scaling. It changes where crystallization happens so that scale cannot form in the first place. The question is no longer whether fouling can be prevented. It is how quickly the solution can be put to work.
Every mill’s evaporation plant is different, different raw material, liquor composition, fouling patterns, and operational realities. That’s why we start with the data: your KPIs, your fouling history, your targets. If you are seeing ΔT rise faster than it should, wash more often than planned, or lose production to evaporator bottlenecks, we would be glad to take a closer look at your process.
Contact us to discuss your evaporator challenges or to request a technical assessment of how ultrasonic fouling prevention can perform in your specific process conditions.